
Современные тенденции развития чёрной металлургии
Рассмотрена консолидация производителей стали, развитие электросталеплавильного производства и мини-миллов, развитие процессов производства прямовосстановленного железа (DRI), описаны текущее состояние и перспективы «сланцевой революции».
-
Дополнительная информация
- Авторы:Неделин Сергей Васильевич
- E-mail:nedelin@gmail.com
Консолидация и укрупнение производителей стали
Рейтинг производителей
До недавних пор разрыв по объёму производства стали между мировым лидером – компанией ArcelorMittal – и другими составлял значительную величину. Но наметившаяся тенденция китайских производителей на укрупнение и консолидацию собственной металлургии значительно изменила первую десятку рейтинга крупнейших производителей стали:

Директивное объединение китайских производителей на основе крупных государственных холдингов позволило упрочить позиции китайских металлургов в списке крупнейших производителей стали.
Эффект консолидации
Принято считать, что укрупнение и объединение приносят исключительно положительный эффект. В основном это достигается за счёт снижения удельных затрат, оптимизации дублирующих функционалов, экономии при проведении крупномасштабных закупок, ремонтов и т.д. Но при консолидации могут возникать и отрицательные эффекты:
- громоздкая структура управления приводит к снижению управляемости производством, увеличению времени прохождения управляющих сигналов, трудностям с «обратной связью», излишней зарегулированности производства;
- объединение разрозненных производств с низкой синергией может превратить компанию с чётко выстроенной структурой и стратегией в искусственный конгломерат предприятий, производящих продукцию для совершенно различных секторов экономики без единой стратегии.
И всё же укрупнение в целом позволяет лучше выстраивать стратегию развития, оптимизировать производство под требования рынка и проводить масштабные высокозатратные преобразования и инвестпроекты.
Увеличение доли электросталеплавильного производства
Долгосрочная тенденция
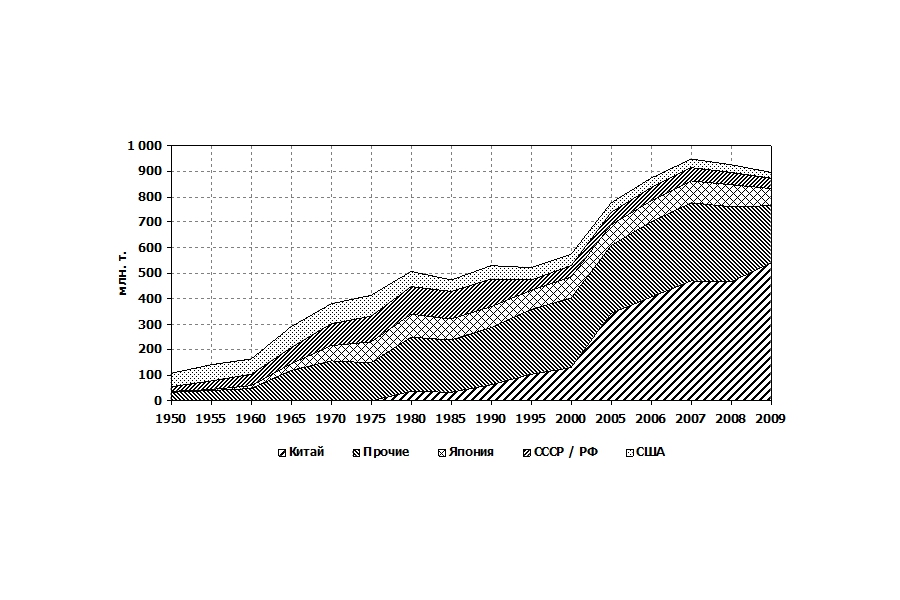
Доля электростали стабильно прирастала, начиная с шестидесятых годов XX-го века. Изменение тренда в новом веке связано с резким увеличением производства стали в Китае, для которого характерно кислородно-конвертерное производство:

Динамика доли ЭСП в мировом производстве стали
Доля производимой в электропечах стали в Китае составляет немногим более 10%, в то время как в ЕС доля электростали превышает 41%, в регионе NAFTA – более 59%. Среди причин ограниченной доли ЭСП в Китае выделяются следующие:
- низкий объём металлофонда в Китае к началу бурного роста производства стали и, как следствие, отсутствие достаточного количества внутреннего оборотного лома – основного компонента металлошихты электропечей;
- плохое качество китайской железной руды в Китае не позволяет производить металлизованный полупродукт в виде DRI для последующей переплавки в ЭСП;
- ограниченные возможности по производству электроэнергии и высокая сезонность её производства.
Однако по мере увеличения металлофонда в Китае можно ожидать некоторого увеличения доли ЭСП, но оно не будет значительным.
Причины роста
Развитие технологии производства стали в ДСП, ковшевой металлургии, непрерывной разливки позволяют электросталеплавильному производству повышать эффективность производства стали. За период с конца 60-х годов до 90-х годов XX века эффективность производства электростали существенным образом повысилась:
- время между выпусками металла из ДСП сократилось со 180 до 60 минут;
- потребление электроэнергии снизилось на 35% с 690 до 450 кВт*ч/т;
- потребление электродов снизилось с 6,5 до 2,2 кг/т стали.
В дальнейшем также происходило улучшение технологических режимов. За последнюю декаду XX века производительность ДСП выросла с 61 до 94 т в час, потребление электроэнергии снизилось с 450 до 392 кВт*ч/т (а в Японии – до 367 кВт*ч/т). Это достигнуто, в том числе из-за увеличения удельного расхода кислорода с 24 до 31 м куб./т.
Возможная вариативность металлошихты при производстве стали в ДСП, находящихся в составе интегрированных комбинатов полного цикла, позволяет оперативно реагировать на ценовые изменения. Т.е. при увеличении стоимости лома можно снижать его долю в шихте, увеличивая расход жидкого и чушкового чугуна, и наоборот.

Мини-миллы
Особый вклад в развитие электросталеплавильного производства внесли мини-миллы. Своё название мини-миллы получили не только из-за сравнительно небольших объёмов производства, но ещё и из-за сокращённого количества переделов – обычно мини-миллы не включают в себя структуры и подразделения, связанные с производством первичного металла (чугуна). Типичной для мини-миллов является следующая структура:
- электросталеплавильный цех в составе одной-двух электропечей (дуговая сталеплавильная печь, ДСП);
- отделение доводки металла;
- прокатный стан.
Продукцией мини-миллов является чаще всего длинномерный прокат: арматура, квадратная заготовка, прутки, балки и т.д. На протяжении длительного времени мини-миллы не могли производить плоский прокат как в силу технологических ограничений, так и из-за отсутствия чистого по примесным элементам металлолома (т.к. плоский прокат более требователен к содержанию нежелательных элементов и примесей). Однако с развитием ковшевой металлургии влияние данного ограничения значительно снизилось и плоскопрокатные мини-миллы всё чаще появляются наряду с традиционными. Особенно в этом направлении продвинулись компании Nucor (США) и Tokyo Steel (Япония).
Несомненным преимуществом мини-миллов является их компактность и отсутствие непрерывно действующих производств, критичных к частым остановкам (коксохимическое, доменное производства). Это позволяет размещать мини-миллы на ограниченных территориях с целью производства конкретного вида проката для локального рынка, что также снижает затраты на транспортировку продукции к месту потребления. Стоимость первоначальных капитальных затрат на тонну стали для мини-милла до двух раз ниже, чем в случае интегрированного комбината. В то же время, высокая чувствительность к ценам на металлолом и электроэнергию, а также сильная зависимость от бесперебойного снабжения этими ресурсами снижает привлекательность мини-миллов.
Меньшие размеры мини-милла относительно интегрированного комбината и отсутствие коксохимического, агломерационного и доменного производств предполагают меньшее влияние на окружающую среду в валовом выражении. Поэтому мини-миллы можно размещать в регионах, критичных к валовым выбросам загрязняющих веществ. Но удельные выбросы каждого из входящих в мини-милл производств на тонну производимого проката сопоставимы с аналогами интегрированных предприятий.
Себестоимость производства проката на мини-миллах находится на одном уровне с затратами интегрированных комбинатов. Это происходит из-за того, что входящая металлошихта (лом, чушковый чугун, DRI/HBI) и энергоресурсы (электроэнергия, технологические газы) являются для мини-милла исключительно покупными ресурсами.
Внедоменное получение железа
Одним из источников сырья для ЭСП и мини-миллов является металлизованное сырьё, получаемое по внедоменной технологии. Основные причины возникновения новых процессов производства железа вытекают из недостатков классической схемы «доменная печь – кислородный конвертер»: стремление сократить технологическую цепочку и снизить зависимость от использования кокса – основного восстановителя и источника тепла в классической схеме производства стали.
По виду производимого полупродукта новые процессы получения железа разделяют на твердофазные и жидкофазные. Доля последних крайне мала (5-6% от всей бескоксовой металлургии) и их полупродукт не может выступать в составе металлошихты в качестве полновесной альтернативы лому.
По виду используемого восстановителя новые процессы классифицируются по следующим группам:
I. Природный газ
- шахтная установка непрерывного действия (Midrex, Armco, Purofer, HYL-III);
- шахтная установка периодического действия – реторта (HYL-I, HYL-II);
- агрегат с кипящим слоем.
II. Природный газ + уголь
- вращающаяся трубчатая печь, шахтная установка (ITmk3).
III. Уголь
- одностадийные (Romelt);
- многостадийные (Corex, Finex, Hismelt, DIOS).
Для процессов I и II групп характерен твёрдый металлизованный продукт, процессы III группы производят жидкий полупродукт.
Основным потребителем DRI является электросталеплавильное производство – доля DRI в металлошихте может достигать 70%. При этом DRI обладает определёнными преимуществами относительно других компонентов шихты:
- стабильность химсостава;
- низкое содержание нежелательных примесей (сера, фосфор);
- отсутствие сопутствующих элементов (свинец, медь);
- простота хранения, погрузки/выгрузки, транспортировки;
- высокая насыпная плотность;
- возможность подачи в электропечь без остановки процесса плавления;
- габаритное сырье гарантирует сохранность электродов от механических повреждений.
Но использование DRI в электропечах имеет свои недостатки:
- увеличение расхода электроэнергии (каждые 10% DRI: +15 кВт*ч/т стали);
- увеличение удельного расхода электродов (каждые 10% DRI: +0,2 кг/т стали);
- снижение выхода годного (каждые 10% DRI: –0,4 % объёма производства);
- увеличение времени плавки и снижение производительности (каждые 10% DRI: +2,5 минуты);
- увеличение тепловой нагрузки на футеровку в начале процесса.
Эти особенности применения DRI в качестве компонента шихты электрометаллургического производства находят отражение в стоимости DRI, которая как правило ниже цены качественного лома.
Развитие технологии производства DRI происходит в регионах, богатых энергоносителями, применимых для этой технологии (природный газ, уголь). В своё время из-за высокой стоимости природного газа компании были вынуждены закрывать или переносить производство DRI в регионы с более низкой стоимостью восстановителей (например, из США в Тринидад). Однако в последнее время большое количество компаний объявили о начале реализации проектов по производству DRI, прежде всего на территории США.
")
Заявленные проекты по производству DRI в США (млн. т)
Причиной столь бурного роста заявленных проектов послужила так называемая «сланцевая революция».
Сланцевая революция
Сланцевый природный газ (англ. shale gas) – природный газ, добываемый из горючих сланцев и состоящий преимущественно из метана. Залегание газоносных сланцев обычно глубокое:

Виды добываемого природного газа
Первая коммерческая газовая скважина в сланцевых пластах была пробурена в США в 1821 году. Масштабное промышленное производство сланцевого газа было начато в США в начале 2000-х. Благодаря резкому росту его добычи, названному «газовой революцией» или «сланцевой революцией», в 2009 году США стали мировым лидером добычи газа (745,3 млрд. м куб.), причём более 40 % приходилось на нетрадиционные источники (метан угольных пластов и сланцевый газ).
Для добычи сланцевого газа используют горизонтальное бурение (англ. directional drilling), гидроразрыв пласта (англ. hydraulic fracturing) и сейсмическое моделирование. Аналогичная технология добычи применяется и для получения угольного метана. Сланцевый газ содержится в небольших количествах (0,2…3,2 млрд. м куб./кв. км), поэтому для добычи значительных количеств такого газа требуется вскрытие больших площадей.
Ресурсы сланцевого газа в мире составляют 200 трлн. м куб. В настоящее время сланцевый газ является региональным фактором, который имеет значительное влияние только на рынок стран Северной Америки.

Основные бассейны сланцевого газа
В числе факторов, положительно влияющих на перспективы добычи сланцевого газа: близость месторождений к рынкам сбыта, значительные запасы, заинтересованность властей ряда стран в снижении зависимости от импорта топливно-энергетических ресурсов. В то же время, у сланцевого газа есть ряд недостатков, негативно влияющих на перспективы его добычи в мире: относительно высокая себестоимость, непригодность для транспортировки на большие расстояния, быстрая истощаемость месторождений, низкий уровень доказанных запасов в общей структуре запасов, значительные экологические риски при добыче.
Заключение
Основные тенденции развития современной металлургии:
- стабилизация доли электросталеплавильного производства в общей структуре мирового производства стали;
- продолжение оптимизации китайской металлургии, в т.ч. за счёт закрытия мелких и низкоэффективных производств;
- развитие производства стали на мини-миллах;
- умеренное увеличение объёмов производства металлизованного сырья с учётом известных ограничений и рисков добычи сланцевого газа.
- Неделин Сергей Васильевич, Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Рассмотрены основные тенденции развития современной черной металлургии – консолидация производителей стали, развитие электросталеплавильного производства и мини-миллов, развитие процессов производства прямовосстановленного железа (DRI), описаны текущее состояние и перспективы «сланцевой революции».
- мини-милл;
- электросталь;
- DRI;
- сланцевый газ.




Опубликовано Неделин С. В.
- Образование: Московский институт стали и сплавов, 1987-1992, Металлургия черных металлов
- Сфера научных интересов: Металлургия черных металлов
- Место работы, должность: ЗАО «Северсталь Ресурс», менеджер по доменному производству










 Эколого-экономическая эффективность реновации технических изделий
Эколого-экономическая эффективность реновации технических изделий
 Сжиженный природный газ
Сжиженный природный газ
 Ветроэнергетика в России, развитие технологии в ветроэнергетике
Ветроэнергетика в России, развитие технологии в ветроэнергетике
 Как правильно согнуть металлический квадрат
Как правильно согнуть металлический квадрат
 Сталь с полимерным покрытием
Сталь с полимерным покрытием
 Топливо из ТБО
Топливо из ТБО




")
")
")
")
 «Дредноуты» и «крупповские пушки»
«Дредноуты» и «крупповские пушки»
 Преимущества получения ферромарганца в электропечах
Преимущества получения ферромарганца в электропечах
 Проблемы производства доменных ферросплавов
Проблемы производства доменных ферросплавов
 Музей истории МИСиС. Металлургия – кузница победы
Музей истории МИСиС. Металлургия – кузница победы
") Доменная печь Лиенсхютте (Lienshytte blast-furnace)
Доменная печь Лиенсхютте (Lienshytte blast-furnace)
") Железоделательный завод Энгельсберг (Engelsbergs bruk)
Железоделательный завод Энгельсберг (Engelsbergs bruk)
 Маша и компания - Таланты
Маша и компания - Таланты
 Маша и компания - Игры на природе
Маша и компания - Игры на природе
 Легенды огня и металла Часть 3. Мушкет
Легенды огня и металла Часть 3. Мушкет

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}