
Развитие технологии производства сортового проката
На протяжении последних лет при совершенствовании технологии сортовой прокатки основное внимание уделялось получению требуемых свойств сортового проката и катанки непосредственно с прокатного нагрева и возможности дальнейшей обработки проката без предварительной термической обработки.
-
Дополнительная информация
- Авторы:П.-Й. Мок, К. Оверхаген, У. Стелмахер
В сочетании со свободной прокаткой (по свободным размерам) это позволило повысить гибкость производственного процесса. Внедрение непрерывного литья балочных заготовок с размерами, близкими к размерам готового профиля, внесло заметные изменения в процесс производства крупносортного проката. Число проходов при прокатке уменьшилось, прокатные станы снизили свои габариты, процесс прокатки упростился, его экономические показатели улучшились, а энергопотребление сократилось. Кроме того, при прокатке рельсов и балок такие мероприятия, как контроль температурного режима и охлаждение профилей, а при прокатке рельсов также и возможность их упрочнения в линии стана, привели к повышению качества продукции.
На протяжении последних лет при совершенствовании технологии сортовой прокатки основное внимание уделялось получению требуемых свойств сортового проката и катанки непосредственно с прокатного нагрева и возможности дальнейшей обработки проката без предварительной термической обработки. В сочетании со свободной прокаткой (по свободным размерам) это позволило повысить гибкость производственного процесса. Внедрение непрерывного литья балочных заготовок с размерами, близкими к размерам готового профиля, внесло заметные изменения в процесс производства крупносортного проката. Число проходов при прокатке уменьшилось, прокатные станы снизили свои габариты, процесс прокатки упростился, его экономические показатели улучшились, а энергопотребление сократилось. Кроме того, при прокатке рельсов и балок такие мероприятия, как контроль температурного режима и охлаждение профилей, а при прокатке рельсов также и возможность их упрочнения в линии стана, привели к повышению качества продукции.
Комбинированные мелкосортно-проволочные прокатные станы
На протяжении последних 25 лет максимальная скорость проката на выходе из станов для прокатки катанки возросла с 80 м/с до 120 м/с в результате совершенствования технологии, стимулированного требованиями увеличения производительности. Важнейшим шагом на этом пути, сопровождаемым повышением призводственной гибкости и размерной точности проката, стало внедрение процесса термомеханической прокатки.
Кроме того, масса бунтов катанки увеличилась до 2 т и более. Еще одним направлением совершенствования процесса прокатки катанки было расширение использования непрерывнолитых заготовок. Так как, исходя из металлургических соображений, желательно использовать заготовки максимального поперечного сечения, то даже при минимальной скорости на входе прокатного стана в этом случае требуется повысить скорость на выходе.
Совершенствование процесса за последние 25 лет позволило проводить охлаждение отдельных ниток проката в линии стана и реализовать термомеханическую прокатку катанки, а в результате получать продукцию, более ориентированную на требования заказчиков, т. е. достигать и контролировать требуемые механические свойства продукции уже на стадии горячей прокатки.
Тенденции современного рынка, особенно, рынка высококачественных сталей, проявляются в уменьшении спектра размеров готовой продукции в сортаменте стана и в большем разнообразии марок стали. Для соответствия этим тенденциям необходимо применять различные стратегии прокатки. Производительность прокатного стана в значительной степени зависит от продолжительности процесса переналадки, обусловленного переходом на прокатку другого готового размера или при изменении марки прокатываемой стали.
Мультилинейная технология прокатки. Данная технология, применяемая с целью повышения производительности и производственной гибкости станов для прокатки высококачественной катанки, позволяет использовать стандартизованную калибровку валков, вплоть до чистовых блоков (рис. 1). Это исключает простои обжимных клетей, клетей промежуточной группы и чистовых блоков мелкосортнопроволочного стана, наблюдаемые в традиционных цехах при переналадке стана, связанной с переходом на прокатку другого размера.

Рис. 1. Мультилинейная технология прокатки с использованием петлевого устройства: варианты прокатки на мелкосортно-проволочном стане фирмы Acominas, Бразилия
Основой концепции является комбинация из петлевого устройства, восьмиклетевой блочной группы и блока FRS (FlexibleReducingandSizing) с четырьмя клетями и устройством для быстрой перевалки (рис. 2).

Рис. 2. Блок FRS
Устройство для быстрой перевалки блока FRS позволяет выполнить переход на прокатку другого размера за 5 мин. Так как после перевалки для настройки требуется минимальное время, можно составить гибкую программу прокатки продукции разных размеров из различных марок стали.
Новая концепция прокатного стана обеспечивает также возможность перехода от традиционной прокатки к термомеханической путем простого нажатия кнопки на пульте управления. Выбор маршрута прокатки и направление прокатываемого металла по маршруту, оборудованному выдвижными устройствами для охлаждения и выравнивания температуры (см. рис. 1), позволяет перейти на другой размер проката или другую марку стали в соответствии с принятой стратегией прокатки без вмешательства операторов и без какой-либо настройки оборудования вручную. Эта концепция предполагает также значительное сокращение простоев оборудования [1].
Общую концепцию дополняет технологическая система контролируемого охлаждения ССТ (Controlled Cooling Technology), которая позволяет моделировать температурные условия прокатки, формирование микроструктуры и требуемые механические свойства. Только после завершения моделирования начинают реальный процесс прокатки с регулированием его параметров в линии стана и автоматическим регулированием режима охлаждения в секциях холодильников [2].
Для выполнения требований, связанных с ужесточением допусков на размеры горячекатаных профилей и катанки, отказались от трех- и четырехниточной прокатки и вернулись к прокатным станам максимум с двумя нитками, которые разделяются на чистовые однониточные линии как можно раньше по ходу процесса.
В последние несколько лет отмечено также более широкое использование прецизионных систем прокатки с целью получения еще более жестких допусков на размеры сортового проката и катанки.
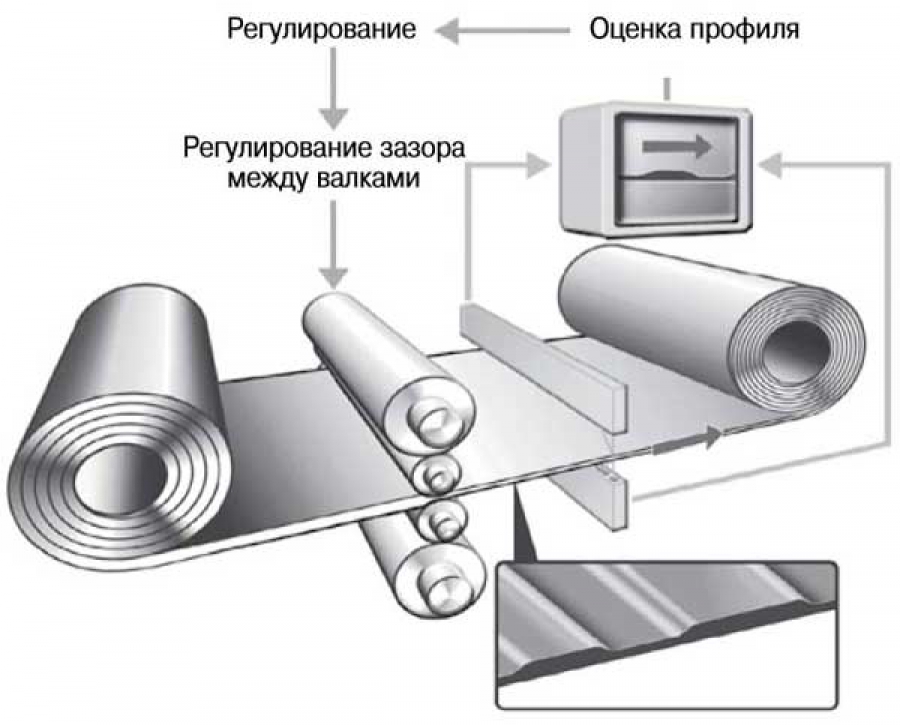
Гидравлические системы регулирования размеров поперечного сечения проката. На сортовых станах применяют гидравлические системы регулирования размеров, например систему автоматизированного контроля ASC (Automatic Size Control), разработанную в дополнение к механическим системам прецизионного контроля размеров. Эти системы (рис. 3) используют только две клети в станах с чередующимися вертикальными и горизонтальными клетями и позволяют прокатывать весь сортамент продукции (круглые, плоские, квадратные, шестигранные и угловые профили) с допусками, соответствующими 1/4 стандарта DIN 1013.

Рис. 3. Прецизионная система ASC регулирования размеров сортового проката
Обе клети снабжены гидравлическими нажимными устройствами и обеспечивают полностью автоматизированный контроль с использованием мониторов. Регулирование распространяется на всю длину прокатываемой продукции. Специальное измерительное устройство, размещенное между клетями, обеспечивает прокатку без натяжения. Для перехода на другой размер достаточно выдвинуть из линии стана только кассеты с валками и проводками и заменить их в течение 5 мин на другие, используя устройство быстрой перевалки. Регулирование зазора между валками полностью автоматизировано. На участке подготовки валков заменяют только бочки валков и проводки.
Технология прокатки в трехвалковых клетях
Данную технологию начали применять в промышленных масштабах при прокатке сортовых профилей в конце 1970-х годов и затем постоянно совершенствовали [3].
Особенностью этой технологии является сочетание обжимных и калибровочных проходов в одном блоке клетей (в чистовом блоке при прокатке прутков и в черновом блоке при производстве катанки). Этот блок называется RSB (Reducing and Sizing Block). В соответствии с технологией была внедрена прокатка со свободными размерами, что позволило получать широкий сортамент размеров готовой продукции с довольно жесткими допусками, используя единую калибровку валков, только посредством регулирования положения валков. С одной системой чистовых калибров блок RSB дает возможность получать продукцию с размерной точностью, укладывающейся в допуски 1/4 стандарта DIN 1013 (рис. 4) [4].

Рис. 4. Пятиклетевой блок RSB (370 мм)
Бесконечная прокатка
Бесконечный процесс ECR (Endless Casting Rolling) (рис. 5), объединяет в одной производственной линии процессы непрерывного литья и прокатки благодаря использованию туннельной печи. В результате интеграции термического оборудования в единый производственный комплекс длительность технологического процесса от жидкой стали до готовой продукции не превышает 4 ч. Процесс ECR можно использовать на станах для прокатки заготовок и фасонных профилей, а также на станах для прокатки сорта и катанки. Линия ECR включает машину непрерывного литья, печь с роликовым подом, прокатный стан с черновой, промежуточной и чистовой группами клетей, холодильник, участок термической обработки, оборудование для резки, контроля качества поверхности, упаковки (формирования и обвязки пакетов).

Рис. 5. Бесконечный процесс литья и прокатки длинномерных профилей (ECR)
В печи с роликовым подом происходит выравнивание температуры металла и нагрев его до температуры прокатки. Кроме того, печь выступает в роли буферного оборудования в случае нарушения работы прокатного стана.
Линия прокатки оборудована бесстанинными клетями и гидравлическим устройством для быстрой перевалки, позволяющим полностью автоматизировать эту операцию. Изменение формы или размеров прокатываемой продукции может быть выполнено за несколько минут. Компьютеризованная управляющая система высшего уровня предварительно рассчитывает и задает номинальные параметры процесса прокатки. На выходных сторонах промежуточных и чистовых групп установлены триангуляционные лазерные датчики, которые измеряют форму и размеры проката. Результаты измерений поступают на монитор системы управления работой стана для расчета корректирующих воздействий на параметры процесса. Компьютеризованная управляющая система высшего уровня накапливает архив производственной информации с целью получения продукции гарантированного качества.
На выходе производственной линии располагается оборудование для термической обработки в потоке стана, для горячей и холодной правки, а также для смотки в бунты. Работой всей линии (от литейного агрегата до термообработки и отделки) управляет автоматизированная система.
Первый агрегат ECR для бесконечной прокатки длинномерной продукции из специальных сталей был введен в действие в 2000 г. [5].
«Ноу-хау» и оборудование, использованные на агрегате бесконечной прокатки, послужили основой создания сортовых станов с высокой производительностью и повышенным выходом годного. На агрегате EBROS (Endless Bar Rolling System – бесконечная прокатка сортовых профилей) нагретые заготовки соединяют стыковой сваркой. После удаления грата со сварного шва «бесконечная» заготовка поступает в клети прокатного стана. Так как рабочий цикл исключает время холостых простоев и появление обрези, то производительность агрегата повышается на 10-15 %, а выход годного возрастает на 2-3 % [6].
Станы для производства сортового проката
Как и при производстве катанки, на сортовых прокатных станах в настоящее время применяют только непрерывнолитую заготовку. Исходя из соображений размерной точности проката, при прокатке сортовых профилей придерживаются тенденции отказа от многониточных станов. Подавляющее большинство современных сортовых станов спроектированы и работают как однониточные, с чередованием горизонтальных и вертикальных клетей.
Чтобы обеспечить высокую производительность при прокатке арматурных профилей и соблюдение требуемых жестких допусков на размеры сортового проката из высококачественных и коррозионностойких сталей, прокатку этих видов металлопродукции осуществляют в настоящее время раздельно. Как и при производстве катанки, в производство сортового проката за последние 25 лет внедрены технологические прокатки с контролируемой температурой и термомеханическая прокатка. В настоящее время моталки Гаррета могут сматывать в бунты готовые профили диаметром до 70 мм.
Чтобы избежать возникновения «узких мест» в производственном процессе, при производстве профилей как в мерных длинах, так и в бунтах отделочные операции выполняют на непрерывных линиях. Для контроля качества и обеспечения его высокого уровня применяют лазерные датчики и токовихревые дефектоскопы, контролирующие размеры и выявляющие поверхностные дефекты горячекатаного проката [7].
Крупносортные и рельсобалочные станы
Основной задачей крупносортных станов является экономически эффективное производство высококачественной продукции. При производстве крупносортного проката можно придерживаться одной из двух концепций: первой соответствуют непрерывные станы, второй – реверсивные станы с последовательным расположением клетей и чистовой калибрующей клетью. На непрерывных станах может быть применен процесс ECR.
Технология прокатки на реверсивных станах тандем
Данная технология пригодна для производства средних и крупных сортовых профилей, балок высотой до 1000 мм (с шириной полки до 400 мм), уголков, специальных профилей и рельсов.
Реверсивные прокатные станы тандем включают двухвалковую обжимную клеть, группу из трех последовательно установленных идентичных универсальных/двухвалковых клетей, чистовую универсальную/двухвалковую клети и линию отделки с холодильником, правильной машиной, ножницами, штабелерами и упаковочными машинами.
По сравнению с концепцией без отдельно стоящей чистовой клети такая конфигурация стана обладает следующими преимуществами:
- компактное расположение прокатного оборудования – обжимной клети, промежуточной группы клетей тандем и отдельно стоящей чистовой клети;
- работающая в непрерывном режиме калибровочная клеть на выходе стана позволяет достигать довольно жестких допусков на размеры проката и значительно снизить износ валков;
- уменьшается число прокатных клетей и улучшается использование валков и проводок;
- повышается гибкость применяемой калибровки валков благодаря использованию идентичных, взаимозаменяемых универсальных/двухвалковых клетей;
- уменьшается номенклатура запасных частей и деталей вследствие идентичной конструкции клетей;
- бесстанинные клети с гидравлическими нажимными устройствами, которые могут работать под нагрузкой (SCC – Stand Core Concept); в дополнение к стандартной системе автоматического регулирования размеров профиля можно использовать системы регулирования более высокого уровня с выходом на монитор, связанный с установленным в линии стана триангулометрическим лазерным датчиком для измерения профиля проката;
- короткое время переналадки стана при переходе на прокатку другого размера (20 мин).
При прокатке среднесортных профилей (НЕ 100-260, IPE 100-550, уголки 100-200) можно отметить следующие преимущества прокатки на реверсивных станах тандем по сравнению с традиционной прокаткой на стане без отдельно стоящей калибровочной клети:
- плановые простои, связанные с перевалкой валков, сокращаются до 40 %;
- трудоемкость работ и расходы, связанные с перевалкой валков и заменой вводных и выводных проводок, уменьшаются до 20 %;
- расходы на валки снижаются на 40-60 % в зависимости от готового прокатываемого профиля.
Технология прокатки на универсальных станах и ХН-станах
В соответствии с основными тенденциями на мировом рынке крупносортного проката все ббольшим спросом пользуются сортопрокатные цехи с сокращенным технологическим циклом и низкими производственными расходами. Освоение литья балочных заготовок и сочетание литья заготовок, близких по размерам к готовому профилю, с последующей их прокаткой подготовили предпосылки для объединения процессов литья и прокатки в интегрированную линию для производства широкого сортамента крупносортных профилей, включая пользующиеся большим спросом шпунтовые профили [8].
При прокатке крупносортных профилей использование современных универсальных клетей в составе реверсивного стана тандем (технология прокатки ХН) стало доминирующим решением (рис. 6). При прокатке в каждом проходе используют все три клети, причем первая универсальная клеть имеет калибровку по схеме Х, а вторая универсальная клеть, выступающая в роли чистовой клети, – калибровку по схеме Н, соответствующую готовому профилю.

Рис. 6. Реверсивная группа стана с последовательным расположением клетей (тандем) для прокатки по схеме ХН
На крупносортных и рельсобалочных станах используют прокатку в реверсивной группе универсальных клетей тандем не только для получения балок и других крупносортных профилей (швеллеров, уголков, профилей для судостроения, специальных профилей и шпунтов), но и как компактную группу клетей для экономичного производства рельсов, предназначенных для работы в условиях тяжелонагруженных и высокоскоростных железных дорог (рис. 7). Эта технология дала возможность производить рельсы с повышенной размерной точностью, улучшенным качеством поверхности при меньшем износе прокатных валков.

Рис. 7. Крупносортный и рельсобалочный стан с линиями термообработки и отделки
Особенности производства рельсов
Рельсы – это прокатная продукция, к которой предъявляют чрезвычайно высокие требования. Спецификации на физические свойства и геометрические параметры, например кривизну, допускаемые отклонения размеров, состояние поверхности, микроструктуру и уровень остаточных напряжений имеют первостепенное значение. Чтобы удовлетворить эти требования, прокатанные рельсы при отделке обрабатывают на машинах горизонтальной и вертикальной правки. Машину горизонтальной правки используют также при производстве крупносортных профилей. В настоящее время имеется возможность производить и отгружать рельсы длиной до 135 м. Рельсы, предназначенные для тяжелых условий эксплуатации, подвергают специальной термической обработке для придания их головкам особой износостойкости по всей длине рельса.
На среднесортных станах (рис. 8) используют как универсальные, так и двухвалковые клети для прокатки стальных строительных профилей – балок, швеллеров, уголков, полосовой стали и специальных профилей.

Рис. 8. Планировка среднесортного стана
Прокатка балок и профилей из балочных заготовок
После того как стало возможным непрерывное литье балочных тонкостенных заготовок, обжатия и усилия при прокатке удалось уменьшить.
Пример, приведенный на рис. 9, показывает, что балочная заготовка со стенкой высотой примерно 810 мм и толщиной 90 мм может быть обжата до размеров, допустимых на входе в универсальную чистовую клеть. Число ребровых калибров зависит от степени деформации балочной заготовки, необходимой для осуществления прокатки в универсальной клети. Возможная схема обжатия балочной заготовки показана на рис. 9 [9].

Рис. 9. Максимальное и минимальное изменение формы полок и стенки при прокатке балок из балочных заготовок
Показаны также максимальные и минимальные пределы обжатия полки и стенки профиля. Во всех четырех случаях проиллюстрированы коэффициенты вытяжки, при которых получают наиболее крупный балочный профиль (с наибольшей высотой стенки), и обжатия в вертикальных (эджерных) валках для получения профиля минимального размера (с минимальной площадью поперечного сечения).
После освоения прокатки балочных заготовок и внедрения технологии компактного производства балок CBP (CompactBeamProduction) встал вопрос о том, можно ли (и как именно) использовать балочные заготовки при производстве шпунтовых профилей.
Калибровка валков, показанная на рис. 10, представляет процесс прокатки шпунтов Ларсена (корытообразных) на стане с универсальной клетью, предусматривающей два прохода в горизонтальных валках для получения универсального балочного профиля и два прохода в вертикальных (эджерных) валках группы реверсивных клетей тандем для формирования профиля с формой и размерами, требуемыми на входе в чистовую клеть [10].

Рис. 10. Прокатка шпунтовых профилей (профиль Ларсена) из балочных заготовок [14]
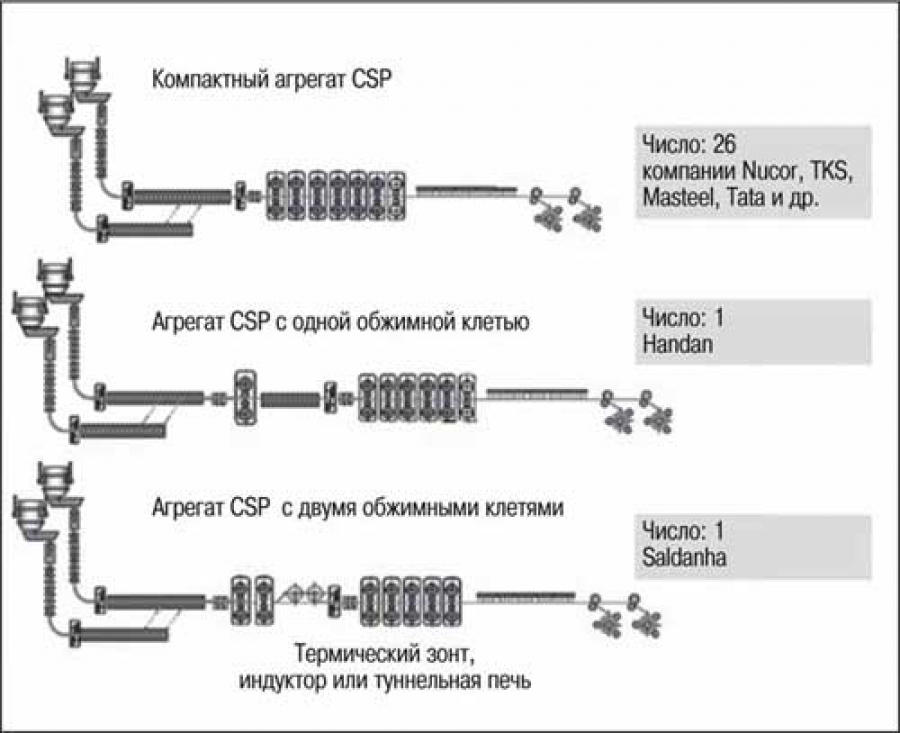
В настоящее время, как было отмечено выше, балочные профили прокатывают из заготовок с использованием технологической схемы ХН. Кроме того, балочные заготовки применяют для производства шпунтов Ларсена и рельсов. Весь сортамент стандартных балочных профилей может быть прокатан всего из четырех размеров непрерывнолитых балочных заготовок. Дальнейшая оптимизация процесса прокатки балок шла по пути приспособления известной технологии компактного производства горячекатаной полосы (CSP) к производству балок. Этот процесс, получивший название CBP, позволил значительно уменьшить число проходов при прокатке.
Кроме того, можно прокатывать рельсы Виньеля (с плоской подошвой) из балочных заготовок, как показано на рис. 11. В этом случае значительно сокращается число проходов по сравнению с классической схемой прокатки рельсов в двухвалковых клетях [11].

Рис. 11. Калибровка валков для прокатки рельсов Виньеля из балочных заготовок [9]
При производстве рельсов закалка головок и термическая обработка в линии стана стали традиционными операциями для получения продукции требуемого качества [12].
Гидравлические нажимные системы
Современные заготовочные и крупносортные станы, в состав которых включены универсальные/двухвалковые клети, оборудованы автоматизированными гидравлическими нажимными системами, которые позволяют прокатывать готовую продукцию с очень жесткими допусками. Станина со стороны оператора выполнена перемещаемой и имеет возможность выдвигаться вместе с валками (которые могут иметь различную длину бочки) и проводками (рис. 12). Настройка стана при переходе на прокатку другого размера занимает всего 20 мин, что делает экономически оправданным производство малых партий продукции.

Рис. 12. Компактная универсальная/двухвалковая клеть
С помощью цифровой системы управления технологическим процессом (TSC– TechnologicalControlSystem) (рис. 13) установка валков посредством гидравлических устройств может поддерживаться постоянной по всей длине прокатываемого профиля. Каждый гидравлический цилиндр позиционируют так, чтобы зазоры между горизонтальными и вертикальными валками соответствовали предварительно рассчитанным номинальным значениям. Гидравлическая система регулирования межвалкового зазора (HGC – Hydraulic Gap Control) позволяет также предотвратить разрушение валков и станины при возникновении перегрузок. Кроме того, в процессе прокатки нижний валок позиционируют относительно верхнего валка. Деформация клетей, происходящая под действием различных усилий прокатки, компенсируется в ходе прокатки с помощью системы атоматического регулирования размеров проката (AGC – Automatic Gage Control). Все это позволяет применять воспроизводимые и относительно простые схемы калибровок.

Рис. 13. Система управления технологическим процессом
Холодильник с аэрозольным охлаждением, линия селективного охлаждения и лазерная система измерения профиля
Использование водяного тумана в качестве охлаждающей среды на определенном участке холодильника ускоряет процесс охлаждения и обеспечивает следующие преимущества:
- конкретное влияние на кривую охлаждения (рис. 14);
- меньшая площадь холодильника;
- сокращение капитальных затрат;
- низкие эксплуатационные расходы;
- возможность применения модульной системы охлаждения с избирательным включением-выключением секций;
- повышение производительности холодильников в действующих цехах [13].

Рис. 14. Сравнение различных методов охлаждения и холодильник с аэрозольным охлаждением
Для равномерного распределения температуры в стальном профиле при прокатке двутавровых балок и рельсов между выходной стороной стана и холодильником устанавливают устройство селективного охлаждения, геометрия которого соответствует форме и размерам профиля. В сочетании с системой управления технологическим процессом такое решение дает возможность охлаждения конкретных участков поперечного сечения прокатанного профиля (рис. 15).

Рис. 15. Селективное охлаждение рельсов и балок
Это не только улучшает прямизну прокатанных профилей на холодильнике, но и снижает остаточные напряжения в металле вследствие более равномерного протекания структурных превращений.
Кроме того, могут быть повышены механические свойства проката. Секции избирательного охлаждения могут быть смонтированы и на холодильниках действующих цехов.
Готовые рельсы, балки и другие профили после прокатки измеряют в горячем состоянии методом светоделения. Лазерный луч, направленный на поверхность измеряемого профиля, отражается и улавливается быстродействующим датчиком с высокой разрешающей способностью. Расстояние до поверхности профиля рассчитывается в зависимости от позиции, в которой отраженный луч улавливается датчиком. На основе результатов измерений может быть очерчен контур измеряемого профиля.
Машины для правки профилей и рельсов
Современные машины CRS валкового типа и компактной компоновки для правки профилей (рис. 16, а) оборудованы девятью двухопорными сборными правильными роликами с фиксированным расположением. Все девять роликов имеют индивидуальные приводы. Гидравлические цилиндры могут регулировать положение роликов под нагрузкой или зазора между ними. По сравнению с традиционным правильным оборудованием такие машины имеют следующие преимущества:
- равномерное и симметричное приложение нагрузки, а также более благоприятное распределение в профилях остаточных напряжений;
- компенсация упругого пружинения роликов путем регулирования их положения с помощью гидроцилиндров;
- гидравлический механизм осевой установки каждого из роликов;
- сборка правильных роликов с минимальными зазорами и максимальная точность их установки в процессе правки;
- автоматизированная замена роликов, занимающая не более 20 мин.

Рис. 16. Правильная машина для стальных профилей (а) и рельсов (б), скомпонованная по схеме Н-V
Машины для правки рельсов (рис. 16, б) состоят из горизонтального и вертикального блоков и отличаются повышенной жесткостью конструкции и индивидуальным приводом правильных роликов. В сочетании с машинами для правки рельсов вне линии стана и специальными системами контроля натяжения между правильными роликами эти машины позволяют достигать минимального уровня остаточных напряжений в рельсах, что значительно увеличивает срок их эксплуатации.
Отличительными особенностями машин для правки рельсов являются:
- беззазорная сборка правильных роликов, втулок и опор на регулируемых валах;
- монтаж правильных втулок на валах с помощью байонетных колец и гидравлических систем высокого давления;
- автоматизированная настройка машины при изменении размеров продукции;
- замена правильных роликов в течение 30 мин.
Перспективы
Возрастающие требования, предъявляемые потребителями длинномерного сортового проката в отношении свойств и точности размеров, а также необходимость внедрения ресурсосберегающих технологий заставили технологов освоить производство готовой продукции непосредственно с прокатного нагрева и без дополнительной термической обработки. В некоторых случаях это обеспечивает достижение таких свойств материала, которые невозможно получить при использовании традиционных процессов термической обработки.
Прогресс в области современной контрольно-измерительной аппаратуры и средств автоматизации, а также совершенствование конструкции прокатных станов позволили добиться высокого уровня автоматизации производственного процесса. Следствием этого стал ряд важных достижений, в том числе увеличение выхода годного, повышение качества продукции и обеспечение более стабильных свойств, возможность мгновенного реагирования на отклонения в ходе технологического процесса, точная настройка прокатного оборудования, снижение брака и надежное документирование всего технологического процесса для обеспечения гарантированного качества продукции.
- П.-Й. Мок
- К. Оверхаген
- У. Стелмахер
На протяжении последних лет при совершенствовании технологии сортовой прокатки основное внимание уделялось получению требуемых свойств сортового проката и катанки непосредственно с прокатного нагрева и возможности дальнейшей обработки проката без предварительной термической обработки. В сочетании со свободной прокаткой (по свободным размерам) это позволило повысить гибкость производственного процесса. Внедрение непрерывного литья балочных заготовок с размерами, близкими к размерам готового профиля, внесло заметные изменения в процесс производства крупносортного проката. Число проходов при прокатке уменьшилось, прокатные станы снизили свои габариты, процесс прокатки упростился, его экономические показатели улучшились, а энергопотребление сократилось. Кроме того, при прокатке рельсов и балок такие мероприятия, как контроль температурного режима и охлаждение профилей, а при прокатке рельсов также и возможность их упрочнения в линии стана, привели к повышению качества продукции.
- сортовой прокат,
- мелкосортно-проволочный стан,
- крупносортный стан,
- рельсобалочный стан,
- процесс прокатки,
- отделка,
- термическая обработка.
- Burkhardt, M.; Müller, H.; Ellis, G.: Iron Steel Techn. (2004) Nr. 2, S. 50/55.
- Brune, E.; Koller, F.; Kruse, M.; Mauk, P.J.; Plociennik, U.: stahl u. eisen 114 (1994) Nr. 11, S. 87/92.
- Filippini, S.A.; Ammerling, W.J.: Further developments in wire rod and bar production using the 3-roll technology, Proc. AISTech 2008, 5.–8. Mai 2008, Pittsburgh, USA, Vol. 2.
- Hüllen, P. van; Ammerling, J.: Targets, imple mentation and operating results of the modernization project of a bar mill for engineering steel, Proc. 3. Europ. Rolling Conf., METEC Congress 2003, 16.–20. Juni 2003, Düsseldorf, S. 171/76.
- Alzetta, F.: Iron Steelmak. 29 (2002) Nr. 7, S. 41/49.
- Austen, T.; Ogle, D.; Hogg, J.: EBROS – endless bar rolling system, Proc. AISE Annual Convention and Steel Expo 2002, 30. Sept. – 2. Okt. 2002, Nashville, USA, S. 1/24.
- Knorr, J.S.: BHM – Berg- und Hüttenm. Monatshefte 146 (2001) Nr. 1, S. 2/6.
- Hensel, A.; Lehnert, W.; Krengel, R.: Der Kalibreur (1996) Nr. 57, S. 37/47.
- Mauk, J.: Verfahren zum Walzen schwerer Profile – Vergleich und Bewertung aus umformtechnischer Sicht, Proc. 27. Verformungskundliches Kolloquium, 8.–11. März 2008, Planneralm, Österreich, Montanuniversität Leoben, S. 155/80.
- Engel, G.; Feldmann, H.; Kosak, D.: Der Kalibreur (1987) Nr. 47, S. 3/24.
- Cygler, M.; Engel, G.; Flemming, G.; Meurer, H.; Schulz, U.: MPT – Metallurgical Plant and Technology Intern. 17 (1994) Nr. 5, S. 60/67.
- Pfeiler, H.; Köck, N.; Schroder, J.; Maestrutti, L.: MPT – Metallurgical Plant and Technology Intern. 26 (2003) Nr. 6, S. 40/44.
- Moitzi, H.; Köck, N.; Riedl, A.: Modernste Schienenproduktion – Technologiewechsel an der Schienen walzstraβe, 28. Verformungskundliches Kolloquium, 13. Feb. 2009, Planneralm, Österreich, Montanuniversität Leoben, S. 53/60.
- Lemke, J.; Kosak, T.: Walzen von Profilen aus Beam Blanks, Freiberger Forschungshefte, Reihe B, Bd. 306, 2000, S. 198/214.

Опубликовано MetalSpace
Предлагаем сотрудничество
- Опубликуй свои произведения в электронной форме.
- Размести научную статью или пресс-релизы на страницах нашего портала.









 Эколого-экономическая эффективность реновации технических изделий
Эколого-экономическая эффективность реновации технических изделий
 Сжиженный природный газ
Сжиженный природный газ
 Ветроэнергетика в России, развитие технологии в ветроэнергетике
Ветроэнергетика в России, развитие технологии в ветроэнергетике
 Как правильно согнуть металлический квадрат
Как правильно согнуть металлический квадрат
 Сталь с полимерным покрытием
Сталь с полимерным покрытием
 Топливо из ТБО
Топливо из ТБО




")
")
")
")
 «Дредноуты» и «крупповские пушки»
«Дредноуты» и «крупповские пушки»
 Преимущества получения ферромарганца в электропечах
Преимущества получения ферромарганца в электропечах
 Проблемы производства доменных ферросплавов
Проблемы производства доменных ферросплавов
 Музей истории МИСиС. Металлургия – кузница победы
Музей истории МИСиС. Металлургия – кузница победы
") Доменная печь Лиенсхютте (Lienshytte blast-furnace)
Доменная печь Лиенсхютте (Lienshytte blast-furnace)
") Железоделательный завод Энгельсберг (Engelsbergs bruk)
Железоделательный завод Энгельсберг (Engelsbergs bruk)
 Маша и компания - Таланты
Маша и компания - Таланты
 Маша и компания - Игры на природе
Маша и компания - Игры на природе
 Легенды огня и металла Часть 3. Мушкет
Легенды огня и металла Часть 3. Мушкет

{kind=link}
{kind=link}
{kind=link}
{kind=link}